
.jpg)
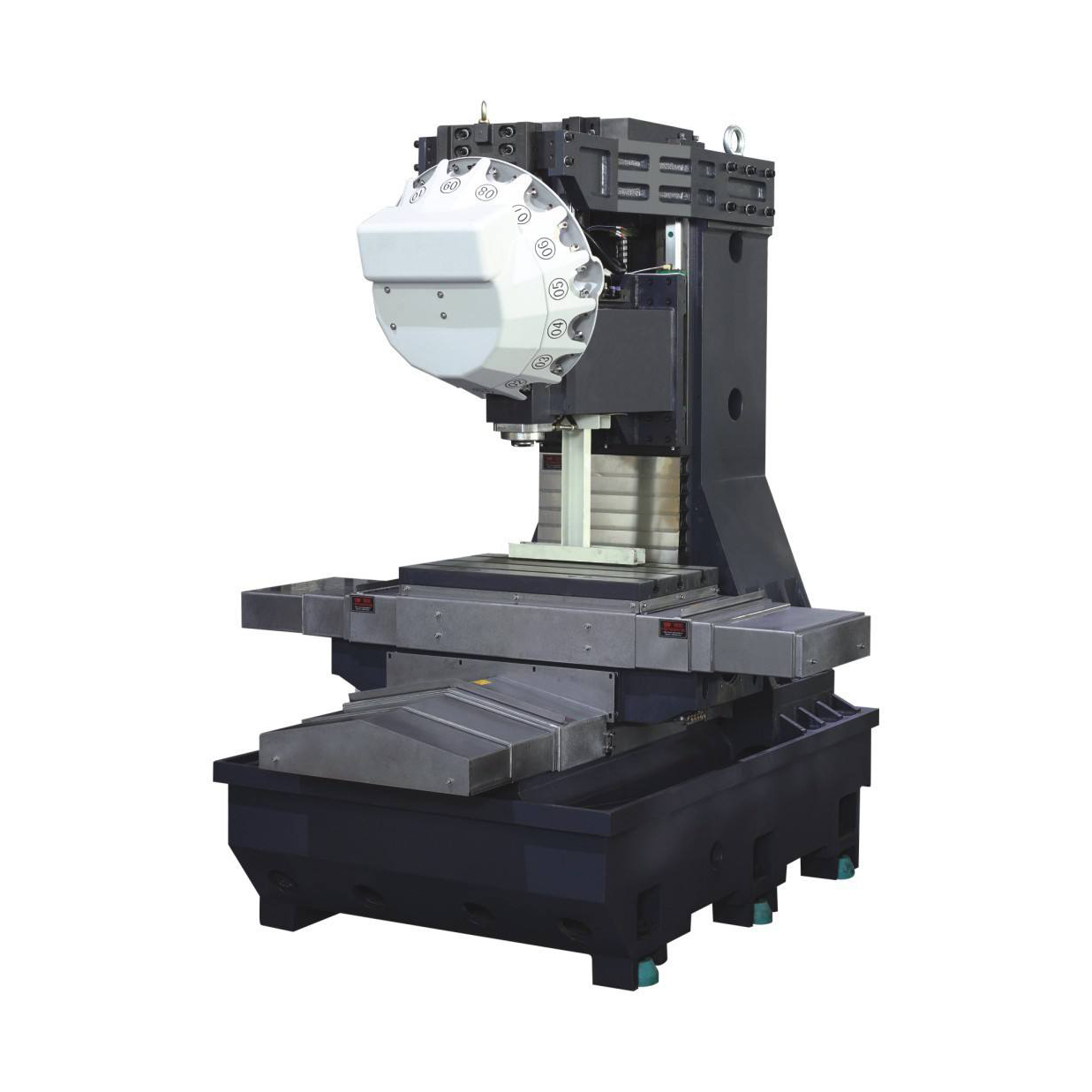
是否需要车铣复合与五轴加工中心在硬质合金加工中的区别?
车间里常有人问:“加工硬质合金,到底是上车铣复合,还是五轴加工中心?”这问题问得细,答不好就容易踩坑。硬质合金这材料硬、脆、难加工,选错设备不光白花钱,还可能把工件做废。咱们今天就掏心窝子聊聊,这两者到底有啥不一样,怎么根据手里的活儿选。先弄明白:它们到底是干什么的?先说个实在的:别被名字绕晕。车铣...
.jpg)
如何选择解决数控车床加工铝合金时的刀具磨损问题?
铝合金是数控车床加工里常见的材料,轻质、导热好,加工起来看似容易,但要是刀具选不对,磨损起来可真让人头疼——工件表面不光洁、尺寸跑偏、换刀频繁,加工效率上不去,成本还噌噌涨。很多师傅加工时会发现,同样的铝合金,有的刀具能用两三天,有的半天就磨得不行,这可不是偶然,得从铝合金的特性、刀具的“脾气”还有加工的细节里找原...

是否需要船舶行业对数控镗床的特殊要求?
在船舶制造的庞大体系中,从万吨巨轮的发动机机座到精密的舵杆系统,每一个核心部件的加工质量都直接关系到船舶的航行安全、动力性能和使用寿命。而数控镗床作为加工这些大尺寸、高精度孔系的关键设备,其在船舶行业的应用,绝不能简单套用通用机械加工的标准。船舶行业对数控镗床的特殊要求,本质上是由其加工对象的独特性和严苛性决定的—...
怎样用激光切割机加工高硬度材料模具零件?
在模具加工车间待久了,常听老师傅们念叨:“高硬度材料难啃啊,淬火钢、硬质合金这些,铣刀费得快,线割又慢。”其实现在不少工厂用激光切割机啃下了这块硬骨头——效率高、精度稳,关键是找对了门道。今天就结合实操经验,聊聊怎么用激光切割机把高硬度模具零件做得又快又好。先搞懂:高硬度材料的“脾气”有多“倔”?高...
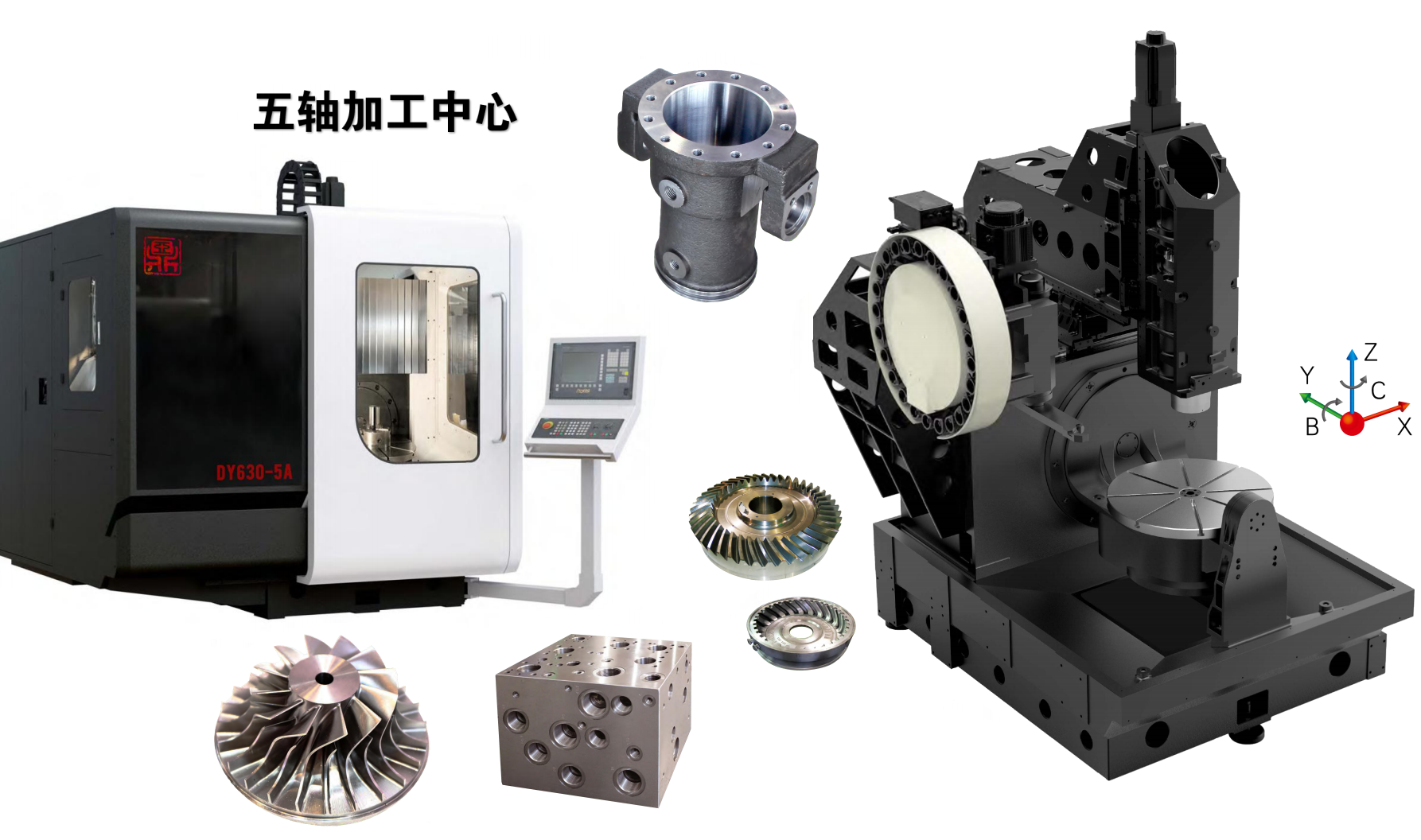
.jpg)
如何优化选择电火花机床进行军工行业曲轴加工?
在军工行业的曲轴加工中,电火花机床的选择从来不是“挑参数最高的”那么简单。我们曾接触过某航空发动机厂的案例:他们初期选了一台号称“精度顶尖”的电火花机床,结果加工某型钛合金曲轴时,电极损耗率超标3倍,型面轮廓度反复超差,生产线停工整改近一个月。后来复盘才发现,问题就出在选型时只盯着“最小放电间隙”,却忽略了军工材料...

如何优化保证加工中心加工结构件的尺寸稳定性?
在加工中心上啃结构件这活儿,干了十来年,见过太多因为尺寸稳定性“翻车”的案例——要么批量出来孔位差0.02mm,导致装配时螺栓拧不进去;要么热处理后零件变形超差,整批次报废。尺寸这事儿,差0.01mm可能就是合格与废品的区别,尤其在航空航天、精密模具这些领域,稳定性比单件精度更重要。其实保证结构件尺寸稳定,不是靠“...

是否可以用数控车床加工塑料凸轮?
咱们先从一个实际场景说起:有位做汽车配件的小厂老板,最近接了个单子,需要加工一批尼龙材质的凸轮,尺寸精度要求±0.02mm,产量大概50件。他犯起了愁——这批量不大,开注塑模成本太高,可要是用普通车床手动加工,精度又跟不上。后来有人建议他试试数控车床,但他心里直打鼓:“塑料那么软,数控车床转速快、切削力大,不会把工...
有没有优化数控车床的断续切削参数?
咱们先得掰扯明白,断续切削到底是个啥“难啃的骨头”。说白了,就是车刀一刀切下去,碰的不是连续的材料,而是像铸铁毛坯上的砂眼、锻件上的氧化皮,或者加工带键槽的轴时突然切到槽壁——一下一下的冲击,比连续切削折磨人多了。刀尖受的是交变载荷,轻则崩刃、打刀,重则机床振动,工件表面全是振纹,精度和光洁度全泡汤。所以“优化断续...
是否用电火花机床加工陶瓷涡轮?
最近总有同行问我,电火花机床能不能加工陶瓷涡轮?这问题确实值得琢磨——陶瓷这东西硬度高得像花岗岩,涡轮叶片又复杂得像艺术品,传统切削碰它就得崩刀,那电火花放电这“靠电腐蚀吃饭”的家伙,能不能啃下这块硬骨头?咱们先得弄明白,陶瓷涡轮到底是个“什么脾气”。现在用得多的陶瓷材料,像是氮化硅、碳化硅,莫氏硬度能到9...
怎样电火花机床与加工中心在深孔加工中的区别?
最近有位做机械加工的朋友在车间里愁眉苦脸:“这批模具的深孔,到底该用电火花还是加工中心?试了两种,效果差挺远。”其实这问题挺典型——深孔加工听起来简单,但电火花和加工中心两种设备,从干活的方式到最终效果,完全不是同一个路数。咱们今天就掰扯清楚,它们到底有啥不一样,拿到活儿该怎么选。先从“怎么干”...