

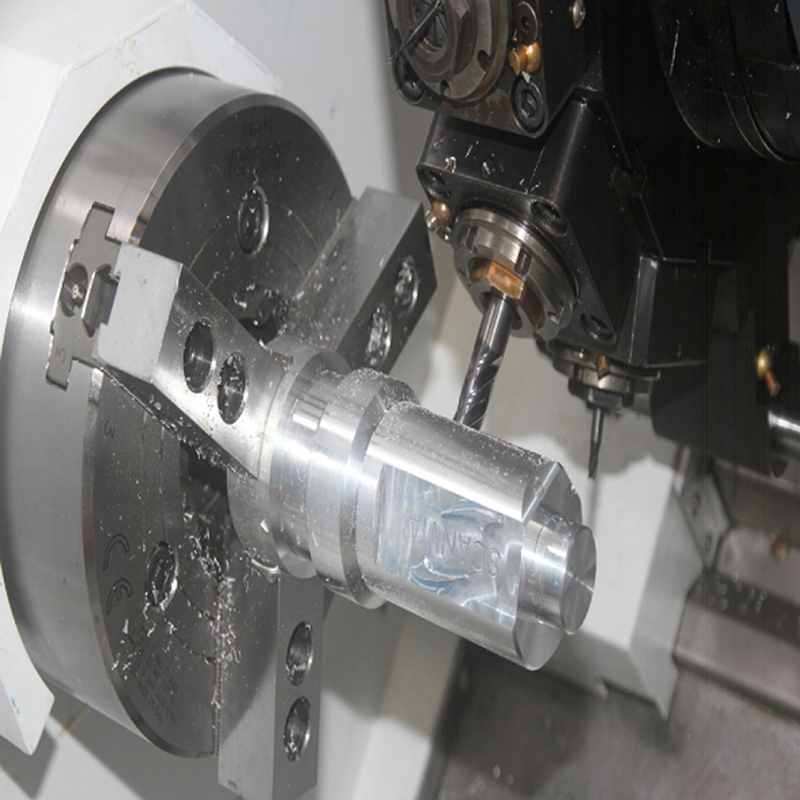
如何选择车铣复合机排屑机加工对模具钢加工的故障率?
在模具钢车铣复合加工车间里,老师傅们最常念叨的一句话是:“工欲善其事,必先利其器——可这‘器’不光指机床和刀具,排屑机要是选不对,再好的设备也白搭。”模具钢这东西,硬度高、韧性强,加工时切屑又硬又长,还带着上千度的高温,要是排屑跟不上,轻则工件被划伤报废,重则刀具崩刃、机床撞机,停机维修的时间比加工时间还长。怎么选...

哪些模具加工行业如何选择车铣复合机主轴?
咱们做模具的都知道,车铣复合机现在几乎是车间里的“顶流设备”,能一机搞定车、铣、钻、镗好几道工序,效率翻倍,精度还稳。但要说这设备的“心脏”,那还得是主轴——主轴不行,再好的机身也白搭。前阵子帮老厂里更新设备,跑了十几家厂商,跟几十个老师傅聊过,发现不少人在选主轴时踩过坑:有的图便宜选了杂牌,用了三个月就精度跳崖;...
为什么使用车铣复合机刀库车削中安全性的解决方案?
在航空发动机叶片、医疗植入体这些高精度零件的加工车间里,车铣复合机正变得越来越常见。这种设备能在一台机床上完成车、铣、钻、镗等多道工序,省去了传统加工中多次装夹的时间,效率能提升30%以上。但高效背后,隐藏着一个容易被忽视的问题:刀库安全。有位老技工跟我聊过,他们厂刚引进车铣复合机时,操作工图省事,换刀...

多少成本车铣复合机中心架升级的操作安全评估指标?
最近和几位机械加工厂的技术主管聊天,聊到车铣复合机中心架升级的事,大家最关心两个问题:一是到底要花多少钱,二是升级后到底靠不靠谱——这两个问题其实是一体两面,安全做不好,再多钱也白搭;钱花不到位,安全又能好到哪里去?今天就结合实际案例,把车铣复合机中心架升级的操作安全评估指标和成本构成掰开揉碎了说,希望能给正在...

为何车铣复合机导轨编程的寿命标准是什么?
在精密加工车间里,车铣复合机常常被称作“全能选手”——它一次装夹就能完成车、铣、钻、镗等多道工序,加工出来的零件复杂度高、精度稳。但不少老操作员都有这样的体会:同样的设备,有的用了五年导轨还丝滑如新,有的不到一年就出现“爬行”、振刀,最后只能花大价钱更换导轨。导轨作为车铣复合机的“脊椎”,直接决定了设备的精度寿命和...

多少成本车铣复合机尾座管理的能耗标准是什么?
在车间里转的时候,经常碰到设备管理员蹲在车铣复合机旁边,拿着电表测尾座电机的耗电量。有人挠头:“这玩意儿看着不费电,一年下来真要花不少钱?”也有人直接问:“有没有啥硬标准,能说清楚尾座到底该用多少电才算合理?”其实,这个问题背后藏着不少门道——尾座作为车铣复合机的“支撑担当”,它的能耗管理直接影响生产成本和设备寿命...

为什么车铣复合机液压系统铣削中稳定性的预防措施?
咱们先聊聊车间里那些让人头疼的事儿。老张是干了二十多年机械加工的老钳工,有天跟我吐槽:“现在这车铣复合机是先进,可铣削的时候总不稳定,刚做出来的零件表面有波纹,尺寸差个零点几丝,客户天天催。调了参数、换了刀具,问题还是反反复复,后来一查,嘿,是液压系统在‘捣鬼’。”这样的场景,估计不少加工厂的师傅都遇到过——明明机...

什么原因车铣复合机直线电机设计对寿命的影响?
在车铣复合机的实际应用中,直线电机作为核心传动部件,其寿命直接影响设备的综合效能和加工精度稳定性。不少用户会发现,同类型的直线电机,在不同品牌或不同机型上表现差异明显:有的能用8年无故障,有的2年就频繁出现推力下降、异响甚至卡死。这种差异的关键,往往藏在直线电机的设计细节里——不是材料或工艺的单一优劣,而是设计...
为何重要在车铣复合机升级中提升安全性?
说到车铣复合机的升级,车间里老师傅们常说一句话:“机器能干多少活是本事,不出事才是根本。”这话听着朴素,但戳中了制造业的核心——尤其是对集车、铣、钻、镗等多工序于一体的车铣复合机来说,“升级”这两个字,绝不仅仅是换块数控系统、加几把刀具那么简单。要是只盯着效率和精度,把安全这块“基石”给漏了,升级反倒可能成了“安全...

为什么使用车铣复合机刀具验收对石油化工生产的意义?
在石油化工企业的生产车间里,大型设备轰鸣运行,管道纵横交错,各种介质在高温高压下输送、反应。这里的每一台设备、每一个部件,都承载着安全生产的重担。而在众多加工环节中,车铣复合机的高效加工能力,正逐渐成为提升石化装备制造水平的关键。但很多人可能忽略了一个细节——为什么这类机床的刀具验收,对整个石油化工生产有着“牵一发...