

是否需要为3C产品行业定制数控磨床?
3C产品的迭代速度,大概是人一生中能见证最快的行业变化之一。前几年还在争论“曲面屏和直屏哪个更好”,这两年折叠屏已经成了高端机的标配;去年还是“玻璃机身当道”,今年钛合金、液态金属又开始抢占市场。你以为这就算完了?镜头模组从单摄到1亿像素,现在又往“潜望式”“可变光圈”卷;充电速度从“半小时充满”到“5分钟充50%...
如何提高提高数控钻床在深孔加工中的效率?
在车间里干数控钻床的师傅们,多少都遇到过这样的问题:加工个深孔,眼看图纸要求150mm的孔,刚钻到一半就感觉声音不对,转速上不去了,铁屑也越挤越实在,最后要么直接把钻头憋断,要么孔径钻出来偏大、表面全是划痕。等到换上新钻头重新对刀,一早上就过去了半条命。这样的场景,估计很多做深孔加工的同仁都不陌生。要说深孔...

如何优化数控磨床和加工中心哪种更适合石油化工行业?
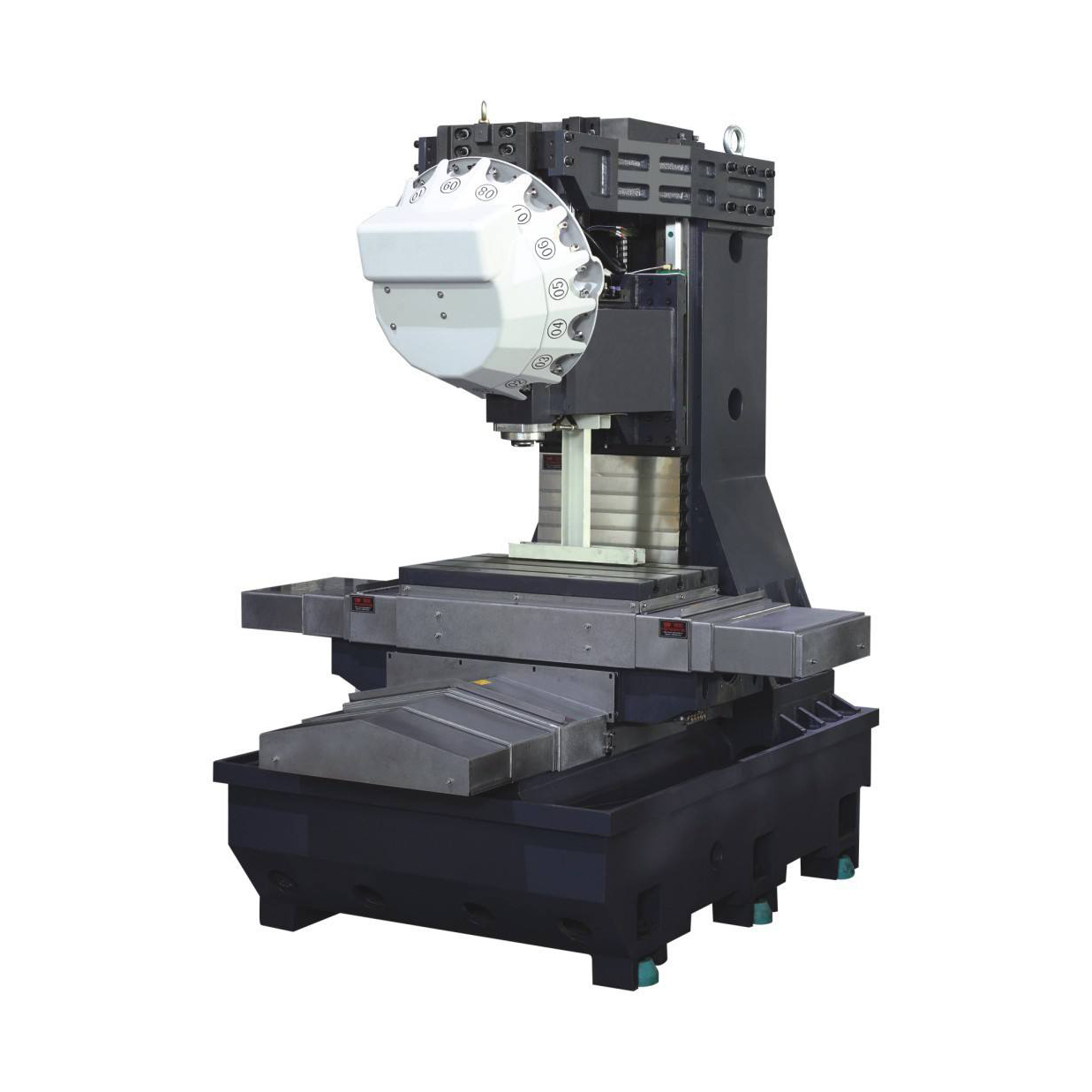
在石油化工行业的生产现场,设备精度与稳定性直接关系到管道输送的安全性、阀门密封的可靠性,乃至整个装置的运行寿命。从高温高压的反应釜部件,到抗腐蚀的泵阀轴类,再到精密密封的法兰面,这些关键零件的加工质量,往往离不开高性能的机床设备。而在数控磨床和加工中心之间,选哪个、怎么优化,成了不少工厂工程师头疼的问题——其实答案...
.jpg)
哪种应对数控镗床在硬质合金加工中的挑战?
做数控镗床这行十几年,硬质合金加工确实是块难啃的骨头。记得刚入行那会儿,加工一批航空发动机用的硬质合金导套,仗着机床精度高,直接用常规参数干,结果刀片没走两个孔就崩了,工件直接报废,一算材料费加上工时,够我半个月工资。后来跟厂里的老技工泡在一起,改刀具、调参数、磨角度,折腾小半个月才算啃下这块硬骨头。说这些不是卖弄...

如何解决优化电火花机床的断续切削参数?
用普通参数干电火花加工,一遇到深槽、窄缝这些“断续”场景,就容易出幺蛾子——要么铁屑堵在缝隙里拉弧烧伤工件,要么电极损耗快得像融化的蜡烛,加工一个型腔要换三次电极。这其实是断续切削的“通病”:加工区域时断时续,排屑困难,放电状态不稳定,参数稍不对就效率骤降、质量变差。但要说优化这些参数,其实也没那么玄乎,老操作员心...

如何确保提高电火花机床在超精密加工中的效率?
在车间里干了二十年电火花加工,见过太多人为了赶任务,把机床参数拉满,结果要么精度跑偏,要么电极损耗快得像刮泥,反而更耽误事。超精密加工这活儿,讲究的是“慢工出细活”,但这个“慢”不是磨蹭,而是让每个步骤都精准到位,最终用最合理的时间拿到最靠谱的结果。今天想跟大家聊聊,怎么让电火花机床在超精密加工里既稳又快,这些都不...
哪种确保数控镗床加工结构件的精度?
在机械加工领域,数控镗床是处理大型结构件的关键设备,比如机床床身、模具框架、重型机箱这类往往尺寸大、结构复杂、精度要求高的零件。实际生产中,经常遇到这样的情况:明明机床参数设得很准,但加工出来的孔同轴度还是差了几丝;或者平面度始终不达标,装配时怎么都装不平。这些问题的根源,往往不是单一因素造成的,而是需要从机床本身...

有没有选择激光切割机进行半导体行业曲轴加工?
在半导体制造里,设备里那些个精密传动部件,比如曲轴,看起来不起眼,实则藏着大学问。它们不像芯片那样在聚光灯下,但设备的运转精度、稳定性,偏偏就靠这些“螺丝钉”顶着。最近常有人问:“半导体行业的曲轴加工,能不能选激光切割机?”这问题看似简单,得掰开揉碎了看,不能一概而论说“能”或“不能”,得看加工什么、怎么加工,以及...

有没有优化数控磨床的镜面加工参数?
说到数控磨床的镜面加工,老操作工都知道,这事儿就像磨豆腐——火大了糊锅,火生了不嫩,得把每一步的“火候”掐准。参数优化不是拍脑袋改数字,得从材料、砂轮、设备状态一路捋到底,今天就跟大家掏心窝子聊聊,怎么把这些参数调到“刚刚好”,让工件表面能当镜子用。先懂“镜面”到底要什么镜面加工的核心诉求就俩:...

如何解决能源行业对数控车床的特殊要求?
能源行业的车间里,总弥漫着一股特别的“味道”——不是普通机械加工的切削液味,而是夹杂着金属的厚重、油泥的黏腻,还有几分对“精密”的敬畏。这里加工的零件,很多都藏在地底几千米、矗立在百米高的风机顶端,或者在承受着几百度高温、几十兆帕压力的设备里“服役”。它们不像普通汽车零件坏了能随时更换,一个轴承座、一根主轴、一个阀...